




(Продолжение статьи - Введение в классификацию способов сварки.)

Основой процесса дуговой сварки является создания мощного теплового поля плавящего металл посредством электрической дуги. В результате плавления тела соединяемых деталей на месте стыка проходит смешение расплавленных материалов, образуя при застывании сварной шов. Первым, физику процесса плавления с помощью электродуги раскрыл русский физик-экспериментатор В.В. Петров. Его научные опыты и исследования на рубеже 1802 года содержали описания процессов происходящих в ней, предсказав следом возможность практического применения.
Тип материала сварочного электрохода.
В дуговом методе сварки электрод является одним из основополагающих элементов этого технологического процесса. В зависимости от материала различают 2-ва вида сварочных электродов – неплавящиеся и плавящиеся. Материалом для первого типа выступают графит, уголь, вольфрам. Для второго плавящегося типа электродов основой служат медь, сталь, алюминий.
Соответственно этому разделяют виды сварочных процессов.
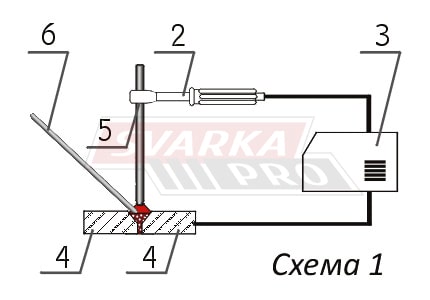 Tехнология Н.Н. Бенардоса
Tехнология Н.Н. Бенардоса
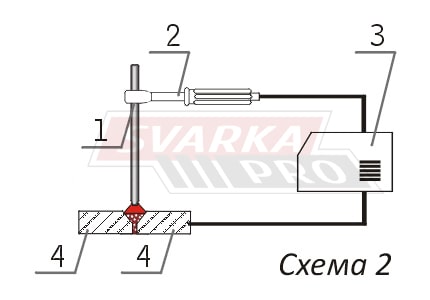 Tехнология Н.Г. Славянова.
Tехнология Н.Г. Славянова.
- металлический плавящийся электрод;
- электрододержатель;
- источник сварочного тока;
- соединяемые изделия;
- неплавящийся электрод;
- присадочный металл.
Технология сварки неплавящимся электродом.
Эта технология сварки базируется на возбуждении дуги между изделием и катодным пятном электрода. Последнее возможно за счет поддержания в цепи тока прямой полярности. Присадочная проволока подводится к месту стыковки. Тут воздействие тепла плавящей дуги разжижает металл изделий вместе с присадкой (см. схему 1), и смешанная расплавленная масса заполняет промежуток между свариваемыми деталями. Результатом этой методики, разработанной Н.Н. Бенардосом в 1882 г., является формирование сварного шва.
Процесс сварки плавящимся электродом.
Метод дуговой сварки, основанный на расплавлении материала электрода, имеет соответствующее название – сварка плавящимся электродом. В этом варианте тепло дуги доводит до жидкого состояния материал электрода и стыковые поверхности свариваемых изделий. В месте расплавления материалы смешиваются и после остывания образуют жесткое соединение в виде сварочного шва. Описанный способ дуговой сварки (см. схему 2) был открыт и описан в 1888 году русским инженером-изобретателем Славяновым Н.Г. На сегодняшний день техника сварки на основе плавления электрода наиболее популярна среди сварщиков.
Виды сварочной дуги.
Если разряд дуги возникает между сварочным электродом и свариваемой деталью, такой вид дуги называют дугой прямого действия. При такой технике (см. ниже схему 4) электрод и свариваемое изделие включены в электрическую схему. Материал электрода расплавляется под тепловым воздействием сварочной дуги, заполняя зазор в месте соединения деталей. В случае получения дуги через включение в электрическую схему только двух электродов (см. ниже схему 3) ее называют дугой косвенного действия.
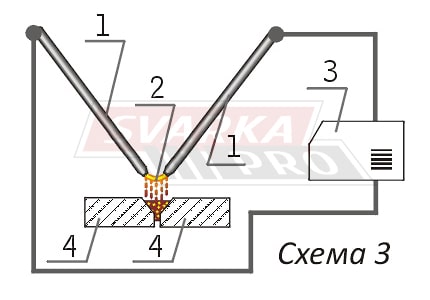 Схема иллюстрация дуги косвенного действия
Схема иллюстрация дуги косвенного действия
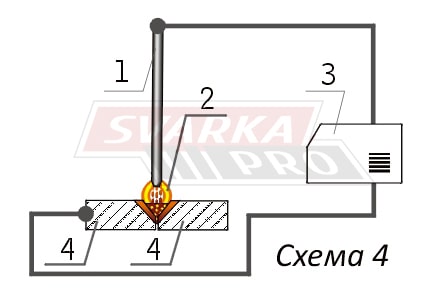 Схема иллюстрация дуги прямого действия
Схема иллюстрация дуги прямого действия
- 1 - Электрод,
- 2 - Сварочная дуга,
- 3 - Источник тока,
- 4 - Соединяемые детали.
Все выше описанное широко применяется в мире. Выбор конкретного способа или вида сваривания металлических изделий зависит от:
- физических свойств соединяемых материалов,
- конкретных технологических условий сварки,
- и необходимости механизации всего процесса.
По степени механизации можно выделить 3 основных вида дуговой сварки:
-
Ручная дуговая сварка

-
Полуавтоматическая

-
Автоматическая

Категории сварочного оборудования Lincoln Electric на SvarkaPro
Инверторы Lincoln Electric обладают выдающимися сварочно-технологическими характеристиками и качествами

Устройства для аргонодуговой сварки Lincoln Electric обеспечивают надежный контроль дуги при ее высокой стабильности.

Устройства Lincoln Electric обеспечивают сварной шов отличного качества с хорошим проваром и высокой прочности.

Lincoln Electric предлагает переносные, портативные и стационарные вытяжки газов, образующихся при сварке.

Компания выпускает механизмы подачи с аналоговым управлением (CV), (CC/CV), POWER FEED, с питанием от дуги

Сварочные источники со встроенными и раздельными контроллерами орбитальной сварки.

Аппараты, совмещающие сварочный генератор и сварочный пост.


Перечень расходников Lincoln Electric: сопла, электроды, завихрители (диффузоры), защитные экраны, кожухи в т.ч. для ручных систем плазменной резки. Расходные материалы Lincoln Electric высокого качества с длительным сроком службы, обеспечат качественный рез.